 XinYue Kiina
XinYue Kiina
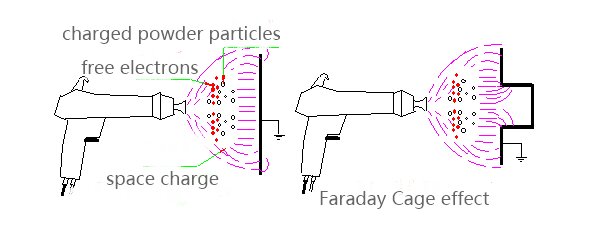
1、What is the Faraday Cage effect in powder coating?
In electrostatic powder spraying, the Faraday Cage effect refers to a phenomenon where powder hardly adheres to recesses, gaps and complex structures of workpieces due to electrostatic shielding, resulting in thin coatings, missing spray areas or even uncoated surfaces. This effect follows the principle of electrostatic shielding: when a high-voltage electrostatic field is applied to metal workpieces, electric charges concentrate on protruding surfaces, while the electric field intensity drops sharply in recessed areas. Powder particles are repelled by static electricity and cannot penetrate these areas, just like being trapped inside a “cage”.
The core of the Faraday Cage effect is electrostatic shielding. Charges redistribute on the surface of a conductor and neutralize the external electric field, making the internal electric field nearly zero. In powder coating, this principle turns the recessed areas of complex workpieces into “electrostatic blind zones”.
2、Why does it occur? Analysis of three major causes!
The Faraday Cage effect may seem invisible, yet it is closely linked to materials, processes and equipment.
Unbalanced charging property of powder
Excessively high powder resistance (>10¹⁴ Ω·cm) or uneven charge distribution will cause excessive powder adhesion on protruding parts of workpieces, while recessed areas suffer from insufficient charge.
Irregular workpiece structure
For auto parts, furniture hardware and other workpieces with deep grooves and blind holes, the recessed areas are far from the spray gun. The electric field fades rapidly here, so powder particles cannot overcome gravity and electrostatic repulsion.
Improper equipment parameters
Excessively high spray gun voltage (>80 kV) or excessive air pressure will overcharge powder particles, forming an electrostatic repulsion layer on the workpiece surface and further intensifying the shielding effect in recessed areas.
3、How severe are the consequences? Both appearance and performance of coatings are impaired.
Appearance Defects
Thin coating and substrate exposure in recesses ruin the product texture. For example, missing spray on the edges of home appliance casings will cause exposed white margins.
Deteriorated Performance
Recessed areas of protective coatings are prone to rust and corrosion, which shortens the service life of products.
Cost Waste
Extra spraying passes are required to fully coat recessed sections, reducing powder utilization rate by 15% to 20%.
4、Comprehensive Solutions: Full-chain Optimization from Materials to Processes.
Priority Recommendations
For workpieces with complex cavities, tribo guns or super corona rings are the top choices. For existing production lines, prioritize process parameter optimization for low-cost and quick improvements. Under extreme operating conditions, adopt auxiliary measures such as tooling, preheating and re-spraying.
Core Principle
The Faraday Cage effect essentially results from electrostatic shielding and reverse charge repulsion. There are three main solutions: eliminate the electrostatic field by using tribo guns; optimize the electrostatic field with corona rings or low-voltage pulse technology; or use airflow to counteract electrostatic repulsion via adjusting air pressure and spraying angles.
Routine Management
Regularly inspect workpiece grounding, spray gun condition and powder quality. Any abnormality in these three aspects will trigger the Faraday Cage effect again.

Whatsapp
Skannaa QR -koodi aloittaaksesi whatsapp -keskustelun kanssamme.